您好!歡迎來到安平縣迪勛絲網制品有限公司官方網站!
機器經線和衛線長度是采用校直切割機切割,經絡由人工給料機構,伺服進給自動進入小車,無人工擺放,塞納伺服小車自動循環。經緯儀經過轉臺料斗手動放置在進料器中,并由單根降落。焊接系統采用無動作脈沖觸發晶閘管調壓,無輸出可恣意組合,這樣能夠減少對電力變壓器的影響,而且有效地進步了效率。

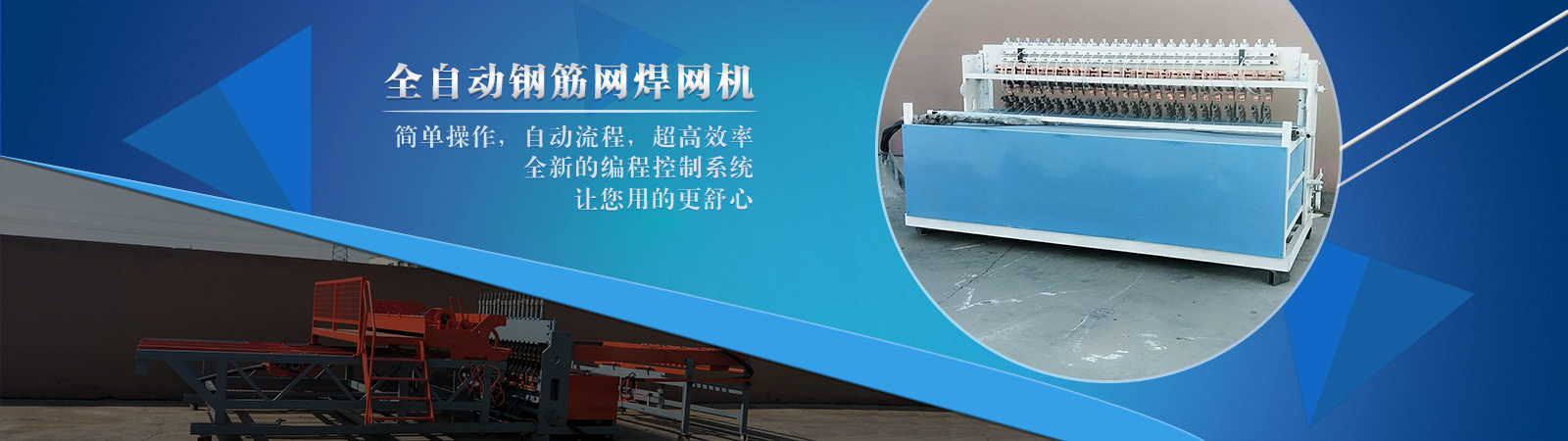
動力系統分為氣動式和機械式。整機采用PLC集中控制。觸摸屏是外部數據輸入局部。該機采用電、電子同步控制技術,焊接時間和副控制焊接均由數字集成電路構成。焊接速度快,操作簡單易學。經緯儀進給機構由步進電機控制。飼料從料斗中自動取出。
采用彈性拉絲網和網孔定位安裝,使網孔微調容易,網孔尺寸精度高,焊絲孔徑可在范圍內自在調理。籬笆和地板的頂網;疏勒社板網、地熱網、苗床網、花房網。養殖網籠、雞籠、狐貍籠等。